Salon Konepajan kokemus mittakoneiden hyödyntämisestä on saavuttanut täysi-ikäisyyden. Ensimmäinen Zeiss 3D-mittakone investoitiin yritykseen jo vuonna 1999. 3D-mittaus on ollut siitä lähtien keskeisessä roolissa tuotannon laadunvarmistuksessa.
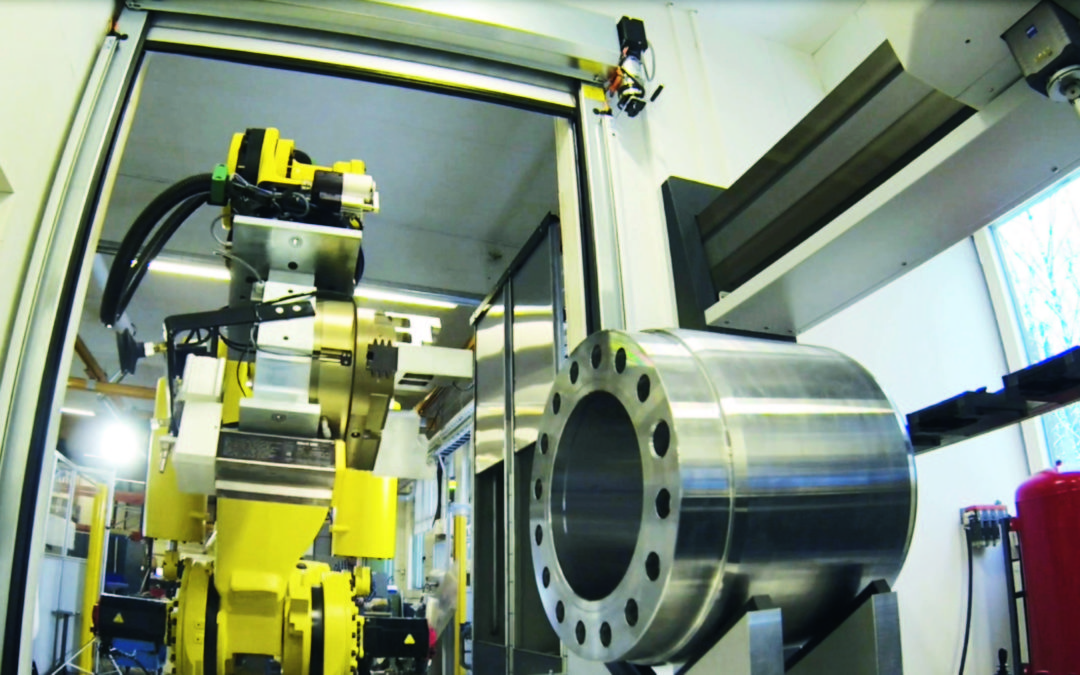
– Nykyiset mittakoneemme on molemmat hankittu vuonna 2015, joten sisään-ajovaiheesta siirrytään jo seuraaviin kehitysloikkiin. Käytämme mittakoneita oman tuotannon laadunvarmistuksessa ja teemme jonkin verran mittausta myös alihankintana. Toinen koneista on osa robotisoitua sorvaussolua, jossa robotilla panostetaan Zeiss Contura 9/12/8 -mittakonetta. Isompi kone Contura 12/24/10 on sijoitettu mittahuoneeseen, jossa voimme käsitellä isompia kappaleita. Kaksi saman valmistajan laitetta mahdollistaa ohjelmien, palettien ja kiinnittimien yhteisen käytön mahdollisten konehäiriöiden sattuessa. Häiriöitä ei onneksi ole ollut, kertoo Salon Konepajan toimitusjohtaja Simo Halonen.
Keittokirja ohjaa mittausta
Zeiss on laatinut mittaustekniikan käsikirjan “Zeiss measuring strategies cookbook”, joka nimensä mukaisesti tarjoilee reseptejä yleisimpiin mittaustilanteisiin. Keittokirja on käytössä myös Salon Konepajalla.
– Olemme keittokirjan avulla vakioineet mittausohjelmia niin, että mittakoneen käyttäjän vaihtuminen ei vaikuttaisi oleellisesti sisältöön. Lisäksi on osoittautunut tärkeäksi, että sama käsikirja on käytössä meidän lisäksi asiakkaalla. Kun molemmat käyttävät sitä pohjana, kommunikointi helpottuu ja voidaan luottaa siihen, että molemmilla on sama ajatus mittauksesta, laatupäällikkö Jarkko Syrjälä kertoo.
Zeissin myyntipäällikkö Olavi Huttunen kertoo, että keittokirjan ei ole tarkoitus olla tuomari, vaan ennemmin valmentaja.
– Kirjaa ei voi käyttää enää jälkikäteen riitojen ratkaisussa, koska sillä ei ole virallisen standardin asemaa. Sen tarkoituksena on luoda yhteinen ymmärrys siitä, mitä eri menetelmillä tarkoitetaan ja miten mittaukset saadaan suoritettua parhaalla tavalla. Parhaiten se toimiikin suunnittelun ja kommunikoinnin apuvälineenä.
Toleranssitieto 3D-malleihin
PMI, eli Process Manufacturing Information, jossa mitat ja toleranssit liitetään suoraan 3D-malliin, tulee korvaamaan eri tiedostojen käyttöä.
Toleranssien lisäksi voidaan malliin liittää myös mittaussuunnitelma ja muuta valmistukseen liittyvää tietoa.
– PMI antaa suunnittelijalle mahdollisuuden tehdä mittaussuunnitelma etukäteen, helpoimmillaan parilla klikkauksella. Mittausoperaattorille jää enää kärkien valinta ja koordinaatiston asetus, Huttunen kertoo.
– Meillä on Zeissin koulutuksen tuella opiskeltu PMI:n käyttöä ja todettu sen helpottavan mittaohjelman tekemistä oleellisesti ja vähentävän inhimillisten virheiden mahdollisuuksia. Lisäksi varmistetaan, että mittaustapa vastaa suunnittelijan ajatusta. Pelkkä piirustusmerkki ei sitä aina kerro.
PMI:n käyttöönotto laajemmin asiakkaillamme tulee uskoaksemme viemään vielä vuosia, vaikka projekteja onkin jo käynnissä. Salon Konepajalta olemme mielellään avuksi asiakkaidemme suunnittelijoille jakamassa tietoa ja ymmärrystä mittauskoneen ohjelmoinnista ja toiminnasta. Teknologian nopea kehittyminen vaatii panostusta ja edelleen investointeja ohjelmien päivittämiseen. Uskomme kuitenkin, että 3D-mallien ja PMI-tiedon yleistymisen myötä nykymuotoiset piirustukset tulevat vähenemään. Kun asiakkaamme lähtevät tälle tielle, haluamme olla eturintamassa mukana, toteavat Syrjälä ja Halonen.
Mittaustuloksista enemmän irti
Konepajamittauksissa suurin kehitys liittyy tietoon ja sen hyödyntämiseen.
– Meillä 3D-mittaus, tulosten tallentaminen ja menetelmien muokkaaminen mittaustuloksia hyödyntäen on ollut käytössä jo pitkään. Seuraava kehitysloikka uskotaan saavutettavan tehokkaammalla tulosten analysoinnilla ja visualisoinnilla hyödyntäen esim. Zeiss Piweb -ohjelmistoa, toteaa Jarkko Syrjälä.
– Mittakoneiden hankinta on ollut satojen tuhansien investointi eikä niiden tunteja pääse aina laskuttamaan. Salon Konepajan kohdalla monimuotoisten komponenttien sekä niiden tarkkojen geometristen toleranssien todentaminen ilman mittakonetta olisi ollut haastavaa.
Toimitamme paljon tuotteita, joissa vaaditaan 100 % mittaus ja jäljitettävyys. Ilman vuonna 1999 tehtyä investointia mittausteknologiaan meidän asiakaskuntamme voisi näyttää hyvin erilaiselta. Nyt yli 60 % liikevaihdostamme menee suoraan vientiin ja toimitamme vaativia komponentteja monille eri teollisuuden aloille.
– Olemme parhaimmillamme toimittaessamme 3D-mittauksen vaativia komponentteja, toteaa toimitusjohtaja Simo Halonen lopuksi.
Lisätiedot
Carl Zeiss Oy
Olavi Huttunen
aluemyyntipäällikkö
puh. 020 794 0891
olavi.huttunen@zeiss.com
www.zeiss.fi
Salon Konepaja Oy
Simo Halonen
toimitusjohtaja
puh. 0400 180 797
simo.halonen@salonkonepaja.fi
www.salokonepaja.fi

