
Raskas valmistava teollisuus elää hitsausautomaation murrosta. Kehitys ei enää tarkoita vain robotin lisäämistä yksittäiseen työpisteeseen, vaan siirtymistä kohti verkottuneita, dataohjautuvia ja oppivia tuotantojärjestelmiä. Tavoitteet ovat samat kaikkialla maailmassa: nopeampi ylösajo, vähemmän manuaali- ja korjaushitsausta sekä tasaisempi laatu ja parempi käytettävyys ja jäljitettävyys. Tämä artikkeli nostaa esiin viisi ajankohtaista teemaa.
1. Adaptiivinen hitsaus
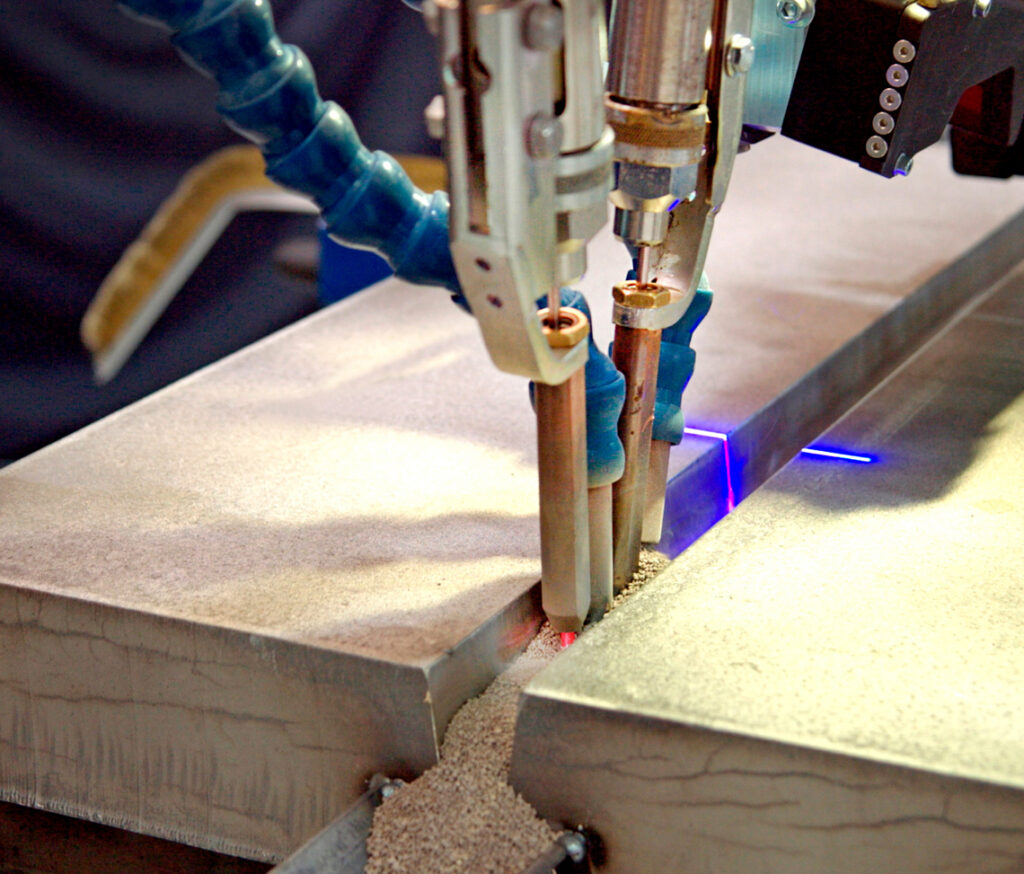
Raskaassa tuotannossa vaihtelu on normaalia: railogeometria, sovitus ja lämpökuorma muuttuvat työkappaleesta toiseen. Siksi adaptiivinen hitsaus lähtee liikkeelle yhdestä käytännön periaatteesta: ensin mitataan todellinen railo – ei se, joka piirustuksissa näyttäisi olevan. Kun liitos on mitattu, järjestelmä voi muodostaa hitsauspolut ja monipalkojärjestyksen (juuri–täyttö–pinta) mitatun profiilin mukaan.
Parhaimmat hitsausrobotit pystyvät myös säätämään hitsausta työn aikana esimerkiksi laser-seurannan ja prosessisignaalien perusteella. Näin automaatio pysyy paremmin mukana, vaikka työkappaleen esivalmistelussa olisi puutteita.
Miksi adaptiivisuus on tärkeää?
Koska korjaushitsaus, hionnat ja NDT-uusinnat ovat kalliita ja vievät kapasiteettia. Adaptiivisuus ei korvaa hyvää valmistusta, mutta se tekee prosessista kestävämmän vaihtelua vastaan: palot asettuvat oikein, täyttö pysyy tasaisena ja poikkeamat voidaan havaita ajoissa ennen kuin ne monistuvat sarjassa. Adaptiivisuus helpottaa automaation viemistä myös liitoksiin, jotka ovat aiemmin olleet liian vaihtelevia luotettavalle robotille.
2. Hitsaajasta robottioperaattoriksi
Hitsaajapula ja automaation kehittyminen siirtävät työtä kohti valvontaa, prosessin hallintaa ja kunnossapitoa. Monessa tehtaassa luontevin ratkaisu on, että kokenut hitsaaja siirtyy robottioperaattoriksi. Tällöin osaaminen ei katoa, vaan se siirtyy paikkaan, jossa sillä on suurin vaikutus: tuotannon vakauteen ja laatuun.

Miksi juuri hitsaajat?
Siksi, koska viisainkin robottisolu kohtaa lopulta aina hitsauksen todellisuuden: railon ja sovituksen vaihtelun, lämmöntuonnin, asennot, lisäaineen käyttäytymisen ja monta muuta muuttujaa. Kokenut hitsaaja pystyy:
• tunnistamaan nopeasti, milloin prosessi toimii oikein
• tekemään perustellut korjaukset (parametrit, eteneminen, aloitus/lopetus, poltinkulma)
• erottamaan, johtuuko ongelma esimerkiksi ohjelmasta vai kappaleesta/kiinnityksestä
• ja pysäyttämään poikkeaman ennen kuin se toistuu sarjassa.
Lisäksi robottisolujen offline-ohjelmointi ja virtuaalinen testaus on kehittynyt paljon: työkappaleiden hitsausradat voidaan valmistella etukäteen, varsinaista ohjelmointiosaamista ei tarvita ja hitsaus voidaan simuloida häiritsemättä tuotantoa. Jatkossa korostuvatkin prosessiosaaminen ja käytännön ymmärrys – juuri se, missä kokeneet hitsaajat ovat vahvimmillaan.
3. Digitaaliset kaksoset ja virtuaalinen käyttöönotto
Kiinnostus virtuaalista käyttöönottoa ja digitaalisia kaksosia kohtaan on nousussa. Yksi syistä on se, että automaatiohankkeissa haaste ei useinkaan ole itse robotti, vaan kokonaisuus: liikeradat, työkalut, kappalevaihdot, turvatoiminnot, PLC-logiikka ja layout.
Uusilla mallinnustyökaluilla yksittäisen robotin tai laajemman tuotantolinjan prosesseja voidaan testata ja validoida simulaatioissa ennen fyysistä asennusta.

Käytännön hyödyt:
• mahdolliset törmäykset ja ulottuvuusongelmat löytyvät ennakkoon
• tehdashyväksyntätestit (FAT) voidaan tehdä osin tai kokonaan etänä ja vaiheistaa
• paikan päällä tehtävä käyttöönotto lyhenee
• tuotannon ylösajo on ennustettavampi ja nopeampi
4. Laser–hybrid prosessi
Laser–hybrid yhdistää laserin tunkeuman ja MIG/MAG-hitsauksen täyttökyvyn samaan prosessiin. Se voi tarkoittaa esimerkiksi vähemmän palkoja, pienempää muodonmuutosta ja nopeampaa tuotantoa. Edut korostuvat erityisesti pitkissä saumoissa ja rakenteissa, joissa jälkityö ja oikaisu ovat iso kustannus.
Laser-hybrid ei ole ns. “plug-and-play”. Se vaatii tarkempaa prosessi-ikkunan hallintaa, turvallisuutta ja usein myös tuotantotavan hienosäätöä. Huolella ja ammattitaitoisesti toteutettuna se tarjoaa kuitenkin merkittäviä etuja yhä useammissa raskaan hitsausautomaation kohteissa.
5. Dataohjautuvat elinkaarimalli
Yhä useammin investointipäätös perustuu ratkaisun käytettävyyden, läpimenoaikoihin ja ennustettavaan laatuun. Seisokkipäivä on kallis, joten etädiagnostiikka, valvonta ja ennakoiva huolto siirtyvät lisäarvosta kohti perusvaatimusta.
Oleellista on, mitä mitataan. Esimerkiksi:
• seisokkien syyt ja toistuvuus
• kulutusosien elinikä kuormitusprofiileittain
• varaosakriittisyys vs. toimitusajat
Kun tuotantodataa kerätään ja osataan hyödyntää oikein, elinkaaripalvelu muuttuu kustannuksesta riskinhallinnaksi ja kapasiteetin varmistukseksi.
Miten onnistua automatisoinnissa?
Kun suunnittelet hitsauksen automatisointia tai nykyisen linjan modernisointia, onnistuminen ratkaistaan usein muutamalla käytännön valinnalla. Näihin neljään kohtaan kannattaa kiinnittää huomiota jo esisuunnitteluvaiheessa:
1. Miten hallitset vaihtelun tuotannossa?
Määrittele, millaista vaihtelua kappaleissa on (railo, sovitus, ilmarako, mittapoikkeamat) ja miten järjestelmä pysyy laadussa siitä huolimatta. Tarvitaanko esimerkiksi railonseurantaa tai adaptiivisia säätöjä?
2. Miten osaaminen siirtyy arkeen?
Pohdi koulutuspolkua rooleittain (operaattori, kunnossapito, prosessin omistaja) ja varmista, että osaaminen ei jää yhden henkilön varaan. Selvitä laitevalmistajan tarjoaman koulutuksen sisältö ja riittävä pituus. Kun käyttöönotto, perehdytys ja tuki ovat kunnossa, tuotanto vakiintuu nopeasti ja laatu pysyy.
3. Mitä kokonaiskustannusta optimoidaan?
Jos harkitset laser-hybridiä, tee vertailu koko ketjun tasolla: hitsausajan lisäksi jälkityö, oikaisu, muodonmuutos, korjaushitsaus, NDT-uusinnat ja läpimeno. Usein suurin hyöty tulee juuri näiden vähenemisestä.
4. Miten huolto ja elinkaaripalvelut toimivat?
Määritä mittarit (esim. seisokit, vikojen toistuvuus, kulutusosien elinikä) ja selvitä toimittajan huollon ja etätuen toimintatapa sekä varaosien saatavuus. Tavoite on yksinkertainen: vika havaitaan ajoissa ja korjaus on nopea – ilman tuotannon pitkiä pysähdyksiä.
Mikäli haluat jatkaa keskustelua näistä tai muista ajankohtaisista hitsausautomaatioaiheista, ota yhteyttä. Tervetuloa myös vaihtamaan kuulumisia Nordic Welding Expo -messuilla Pemamekin osastolla A401.
Pemamek Oy
Mika Nihti
mika.nihti@pemamek.com
https://pemamek.com/fi/

