Pinnanlaatua mitataan Ra-arvolla [µm], joka kuvaa pinnankarheutta. Pinnanlaadulla on merkittävä rooli lopputuotteen visuaaliseen ilmeeseen, käyttöikään tai kappaleen toiminnallisuuteen. Pinnanlaatuvaatimusten kasvaessa ja pyrittäessä pienempään Ra-arvoon niiden tekeminen vaatii koneaikaa ja mahdollisesti käsin kiillotuksen. Käsin kiillottaminen on aikaa vievä ja työläs työvaihe, se muuttaa geometriaa ja kappaleen tarkkuutta, lisäksi kiillottaminen vaatii vankkaa ammattitaitoa.
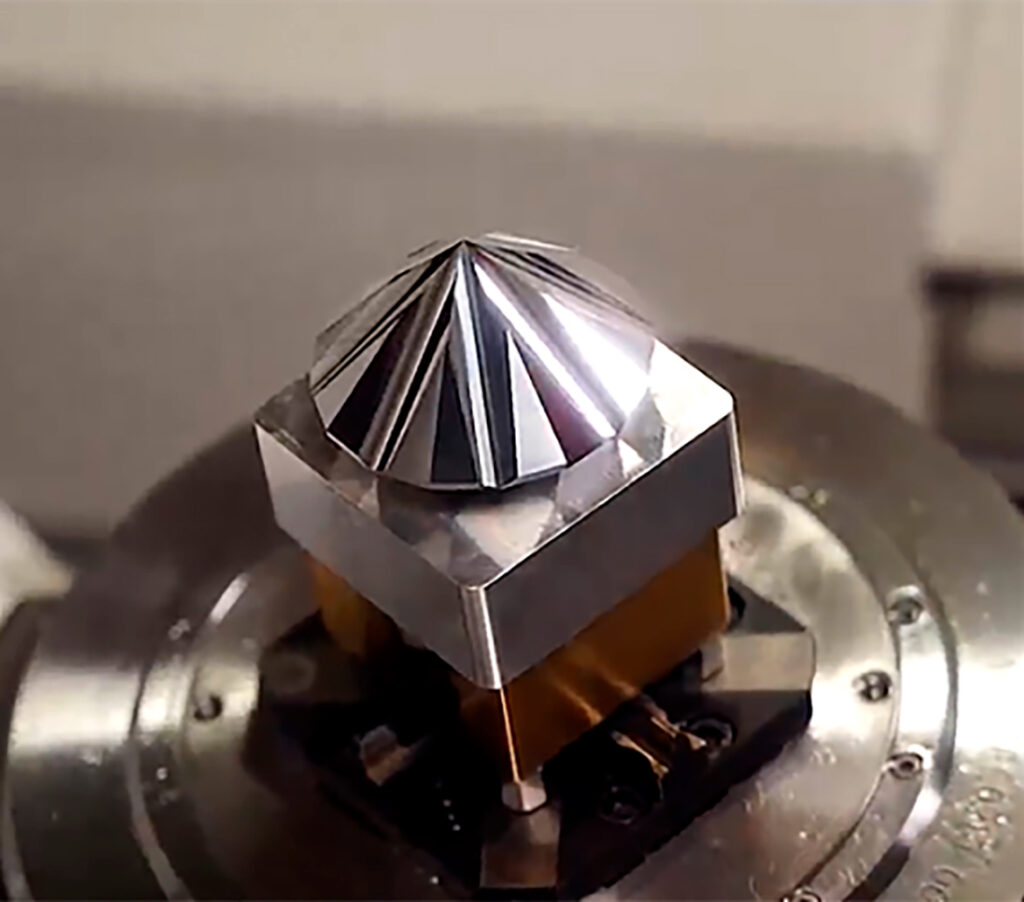
Monille optisille komponenteille, kuten linsseille ja peileille, vaatimukset pinnanlaadun suhteen ovat joitain nanometrejä. Pinnat voivat olla linssimäisiä ja yksityiskohdat hyvinkin pieniä. Käytettävät terät ovat halkaisijaltaan pieniä, koneistusajat voivat olla pitkiä – jopa päivän. Tällaisten pintojen koneistaminen vaatii työstökoneelta erityisiä ominaisuuksia.
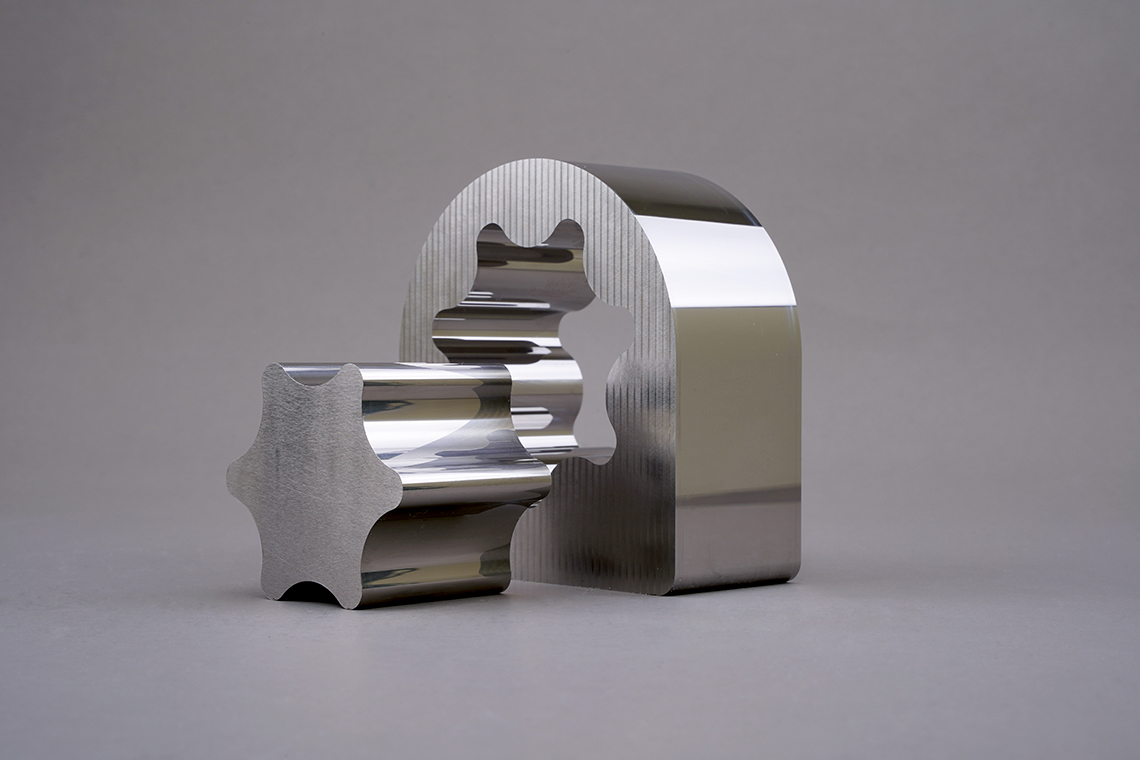
Mitat: 55 mm x 55 mm x 45 mm
Pinnan laatu: Ra 0,008 µm
Edellytykset tarkkaan koneistamiseen
Koneen ohjauksen on kyettävä seuraamaan ohjelmoitua työstörataa tarkasti. Rödersin suoravetomoottorisissa työstökoneissa on 32kHz takaisinkytkentäaika, joka tarkoittaa, että paikoitus tarkastetaan 32 000 kertaa sekunnissa kullekin akselille.
Työstökoneen tarkkuuteen vaikuttaa merkittävästi sen terminen stabiilius; koneen ja sen osien lämpötila pidetään +/– 0,1 K -ikkunassa. Tällä varmistetaan koneen nollapisteen pysyvyys pitkissä koneistuksissa. Röders varustaa koneensa imuun perustuvalla Z-akselin kevennyksellä. Kitkaton painokompensointi Z-akselilla mahdollistaa vaativien 3D-muotojen koneistukset ilman suunnanmuutosjälkiä. Koneen ohjauksen on tuettava 3D-pintojen ratoja. Koneen liikeradat lasketaan 10 000 riviä eteenpäin, jotta nopeudet saadaan sovitettua pintojen yksityiskohtiin sopiviksi.

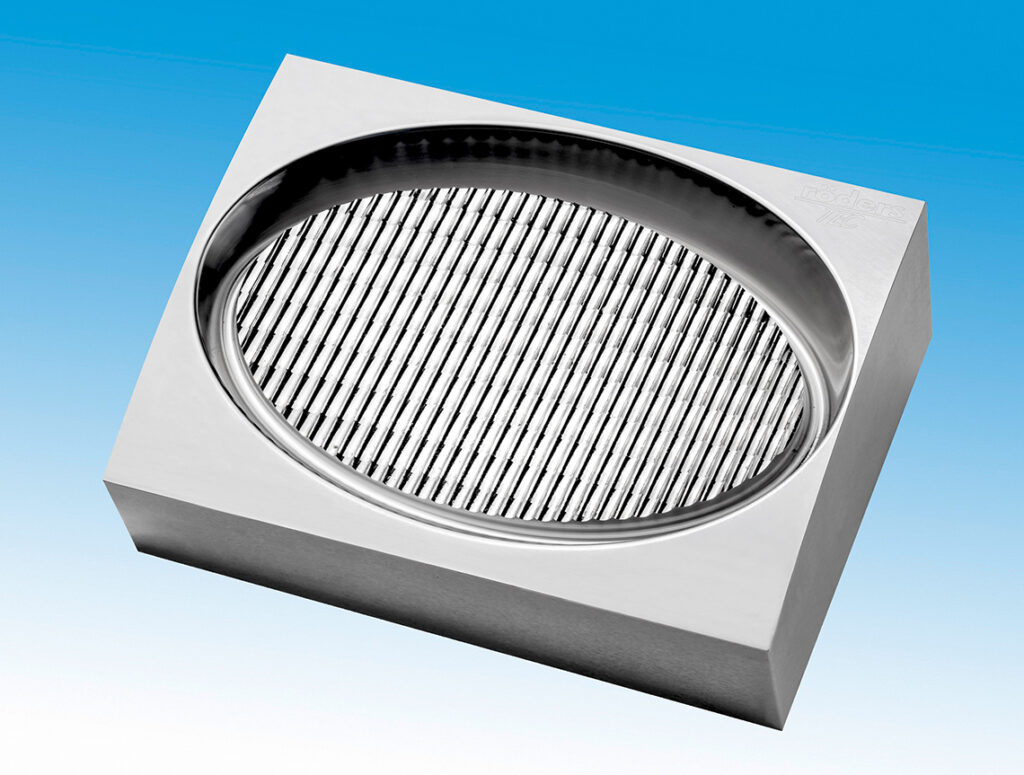
Pinnan tarkkuus: +/–1 µm
Mitat: 37 mm * 39 mm
Kokonaiskoneaika: < 3h
Jyrsinkone koordinaattihionta- ominaisuudella
Rödersillä on vuosien kokemus koordinaattihionnasta – se on alan pioneeri ja suunnannäyttäjä. Yhdistämällä jyrsinnän ja hionnan samaan koneeseen eri työvaiheiden pinnanlaatua ja tarkkuutta saadaan parannettua entisestään.
Tällaisella yhdistelmällä koneistukset voidaan toteuttaa yhdellä kiinnityksellä, mikä mahdollistaa mm. pienemmän hiontavaran nopeuttaen koneistus- ja läpimenoaikaa. Viisiakselinen kone hiontaominaisuudella mahdollistaa vaativat hionnat muotoihin, joita ei muilla menetelmillä ole mahdollista saavuttaa. Tällaisia kappaleita ovat esim. muotit, hammaspyörät ja erilaiset leikkaustyökalut.
Koneella voidaan rouhia, viimeistelyjyrsiä ja lisäksi kappale voidaan hioa samalla kiinnityksellä. Koordinaattihiontaan käytetään samaa karaa, ainoastaan menetelmä ja työstöterät vaihtuvat. Myös viisiakselinen kone voidaan varustaa hiontaominaisuudella ja se mahdollistaa hionnan myös 2½-pinnoille. Koordinaattihionta parantaa pinnanlaatua, tarkkuutta ja lisäksi menetelmällä saavutetaan syvempiinkin muotoihin kohtisuoruus.
SCALAR Oy
puh. 040 628 0359
info@scalar.fi
www.scalar.fi

